浇口是分流道末端与模腔入口之间,狭窄且短小的一段通道。
它的功能是使塑料熔体加快流速注入型腔内,有序地填满型腔,且对补缩有控制作用。
浇口是塑料熔体进入型腔的阀门,对塑料制品质量有决定性的影响,因而浇口类型与尺寸、浇口位置与数量是浇注系统设计的关键。
常用的浇口有十多种,这里介绍三种典型的浇口类型,即直接浇口、侧浇口和点浇口。
前者也称大浇口,系非限制性浇口。
后两者为限制性浇口。
直接浇口也称为主流道型浇口或中心浇口,简称直浇口。
直接浇口的优点甚多。
注射时以等流程充模,浇注系统流程短,压力损失和热量损失小,且有利于补缩和排气。
因此,注塑件外表无可见的熔合缝,而且浇注系统凝料少。直接浇口常被用来注射大型厚壁长流程制品,及一些高黏度的塑料。
图14所示为直接浇口的设计,可参考前主流道的结构与尺寸。
直接浇口与塑料件连接处的直径约为塑料件厚度的两倍或略大些。
若此处直径不够大,会使熔体流动摩擦剧增,产生暗斑和暗纹;如果直径太大,则冷却时间过长,流道凝料多,易产生缩孔。直接浇口的缺点是注塑件上残留痕迹过大,切除困难,如图14a所示。
可将直接浇口设计在塑料件的里侧,如图14b所示。
但须使塑料件在开模后留在动模一边。在热流道系统中常用有直接浇口的喷嘴。
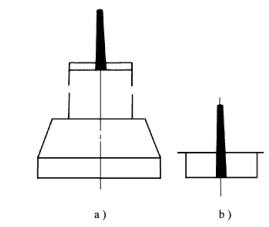
图14
直接浇口a)注塑件正装 b)注塑件倒装
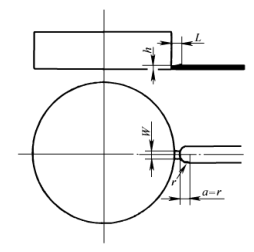
图15 侧浇口
侧浇口也称边缘浇口或矩形浇口,如图15所示。
由于它开设在主分型面上截面形状和尺寸易于加工和调整修正。
多型腔模具常采用侧浇口,可方便设计成两板模。
它适用于各种塑料物料,且易切除并对塑料件的外观质量影响很小。
侧浇口的三个尺寸中,以深度h最为重要。
h控制了浇口开放时间和补缩作用。中小型塑件常用h=05~20mm,大约为制品最大壁厚的1/3~2/3。浇口宽度W的大小控制了熔体充模流量。
浇口长度L只要结构强度允许,以短为好,一般选用L=05~15mm。有一种边缘式热流道喷嘴,浇口在喷嘴的侧面,但不是矩形截面,而是点浇口。开模时浇口被剪断。
点浇口全称针点式浇口,见图16。
点浇口有许多优点。
1)可大大提高塑料熔体的剪切速率,使熔体黏度降低明显,致使充模容易。这对PE、PP、PS和ABS等对剪切速率敏感的塑料熔体更加有效。
2)熔体经过点浇口时因高速摩擦生热,熔体温度升高,黏度更加下降,致使流动性再次提高。
3)能正确控制补料时间,无倒流之虑,有利于降低注塑件特别是浇口附近的残余应力,提高了制件质量。
4)能缩短成型周期,提高生产效率。
5)有利于浇口与制品的自动分离,便于实现注塑件生产过程的自动化。
6)浇口痕迹小,容易修整。
7)在多型腔模具中,容易实现各型腔均衡进料,改善了注塑件质量。
8)能较自由地选择浇口位置。
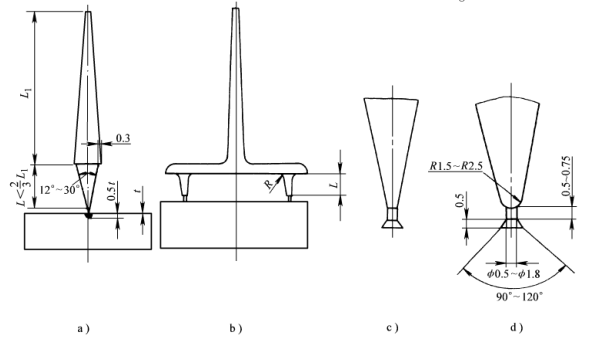
图16 点浇口a)单点菱形浇口 b)流道分流多点浇口 c)直锥形进料 d)球形底进料
点浇口按使用位置关系可分为两种。
一种是与主流道直接相通,整个点浇口如图16a所示,就成了菱形浇口或称橄榄形浇口。
由于熔体由注射机喷嘴很快就进入型腔,只能用于对温度稳定的物料,如PE和PS等。使用较多的是经分流道的多注射点的点浇口,如图16b所示。
对于冷流道系统的点浇口使用,必须采用双分型面的模具结构。浇注系统凝料和注塑件由不同分型面取出。
此类注射模也称三板式注射模。与单分型模具相比,在定模边增加了一块可往复移动的型腔板。
此板也称为型腔中间板,或流道板。
注射模采用了热流道系统,由于无需取出浇注系统的凝料,避免采用双分型面的模具结构,简化了模具。热流道系统使用最多的是点浇口,并已发展成顶针式浇口。
在圆孔内添置锥尖顶针。塑料熔体在环隙中涌流。冷流道系统点浇口的圆柱孔长L=05~075mm。其直径d常见为05~18mm。
注射点注射量较大,塑料熔料黏度较高,浇口的直径应更大。热流道的顶针式喷嘴上点浇口直径,常见为05~30mm,单点注射量高达500cm3。
冷流道系统点浇口的引导圆锥孔有两种形式。
图16c是直锥孔,它的阻力小,适合于含玻璃纤维的塑料熔体。
图16d是带球形底的锥孔,它可延长浇口冻结时间,有利于补缩。
点浇口引导部分长度一般15~25mm,有锥角12°~30°,与分流道之间用圆弧相连。在点浇口与注塑件表面连接处带有90°~120°、高05mm的倒锥,使点浇口在拉断时不损伤塑料件。点浇口附近充模剪切速率 高,注塑件上固化残余应力大。为防止薄壁塑料件开裂,可将浇口对面的壁厚局部适当增加。由于热流道系统维持了流道的注射温度,有利于压力传递,点浇口直径较大。
有多种结构的顶针式浇口的喷嘴。喷嘴的浇口,有的在喷嘴壳体上;有的加工在模板上。这类开放式的浇口,由热力控制闭合。浇口的口径和结构、浇口区的温度控制更为严格,必须适应各种塑料熔体的热性能,保证连续地注射生产。





