主流道是指从注射机喷嘴出口到分流道入口的一段流道。
它是塑料熔体首先经过的通道,且与注塑机喷嘴在同一轴线。
最常见的直浇口式主流道呈圆锥体,见图13。
主流道入口直径d,应大于注射机喷嘴直径1mm左右。这样便于两者能同轴对准,也使得主流道凝料能顺利脱出。
主流道入口的凹坑球面半径R,应该大于注射机喷嘴球头半径约2~3mm。反之,两者不能很好贴合,会让塑料熔体反射,出现溢边致使脱模困难。
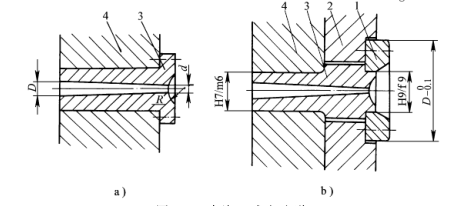
图13 直浇口式主流道a)整体主流道 b)
组合主流道1—定位环 2—定模垫板 3—主流道衬套 4—定模板
主流道锥孔壁面表面粗糙度Ra≤08μm。主流道的锥度α=2°~4°。过大的锥度会产生湍流或涡流,卷入空气;过小的锥度使凝料脱模困难,还会使充模时流动阻力增大。
主流道的长度,一般按模板厚度确定,但为了减小充模时的压力降低和减少主流道凝料,以较短为好,小模具控制在50mm之内。在出现过长主流道时,可将主流道衬套挖出深凹坑,让注射机喷嘴伸入模具。也有在主流道的上游段设置加热喷嘴。热流道系统的主流道喷嘴,有绝热和加热两种,能维持主流道中塑料的熔融状态。主流道锥孔的大端直径D,要与分流道入口的直径相匹配,保证熔料的转向和分流的畅通。主流道的出口端,也因此有较大的圆角R=1~2mm。小型模具可将主流道衬套和定位环制成一体,见图13a。
定位环与注射机的定模板上定位孔零间隙地相配,保证注射机喷嘴与模具中心同轴。冷流道模具在注射后,为减少注射机喷嘴传热给冷却中的模具,后移注射座将喷嘴撤离模具一段时间。在下次注射时再撞压主流道衬套。因此,主流道衬套的入口端面受喷嘴的冲撞和挤压;而且它的里侧端面承受熔体高压。
如图13b所示衬套,需要有足够硬度和可靠紧固。衬套用T8或T10制造,经淬火硬度为50~55HRC。衬套里端面与熔体接触面积尽可能小些,并由定位环压紧。对于单型腔成型模具的冷流道系统,主流道凝料必须顺利地从孔中脱出。同注塑件一起留在动模一侧。这就要有图11所示的主流道拉杆10。
杆的顶端有勾子形状结构将主流道凝料拉出,有Z形和倒锥形等。这个位置的塑料也是贮存冷料的井。
由于模具中的浇注系统有冷却过程,注射充模的熔料前锋的温度较低。这部分冷料充填的制品部位,其物理性能很差。冷料必须在进入注塑件型腔前除去。热流道系统注射时,没有这种冷料前锋。热流道注射模具一般不设置冷料井和拉料杆。





