400-0574-788
400-0574-788
2017-12-15
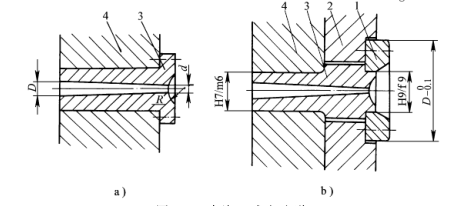
主流道是指从注射机喷嘴出口到分流道入口的一段流道。它是塑料熔体首先经过的通道,且与注塑机喷嘴在同一轴线。最常见的直浇口式主...


12-06
注塑工艺的冷流道及
冷流道是注塑模具的基本形式!所谓冷流道就是常规的注塑模具,注塑结束后在流道中有凝料需要取出! 随着资源的减少, ...
09-28
发展我国模具工业的
...
09-28
热流道塑料产品的几
再生料:就是塑料产品、边角废料回收粉碎后,经设备回炉再生后拉出的粒子,在再生过程中可以添加一些添加剂增强塑料物 ...
10-24
博克热流道温控箱的
目前市场上博克热流道温控箱的型号较多,但都具备基本的加温、控温功能,很多人认为不就是要这种功能吗?没错是需要这 ...
09-28
热流道对塑料性能的
热流道对塑料性能的要求熔融温度范围宽,树脂对温度不敏感,低温流动性好,高温热稳定性好。粘度随温度变化小,粘度和 ...
12-07
热流道模具如何选择
坯料在模具型腔中塑性变性时,沿型腔表面既流动又滑动,使型腔表面与坯料间产生剧烈的摩擦,从而导致模具因磨损而失效 ...
12-09
热流道配件的发展技
热流道配件供应商应该能在所有浇口类型,陷窝设计,热流道配件冷却条件,电子优化和精确流动平衡的浇口位置方面帮助你 ...
09-28
选择热流道模具时技
选择热流道模具时技术上的考虑 ...
09-28
如何理解和使用FEA结
可以用来优化模具设计,压力降,温度变化、剪切速率,剪切应力,流道系统容积,零件冷却时间和锁模力计算。利用其中的 ...
10-23
热流道温控箱:流道控
热流道厂家在热流道领域,目前对于硬件诸如分流板、加热器以及加热元件的设计,或者对于熔体通道的质量,热流道供应商 ...
联系我们
Contact Us
地址:浙江余姚模具城金型路81号
邮编:315400
电话:400-0574-788
手机:135-6609-2860
传真:0574-62656186
邮箱:bokehr@163.com


扫描二维码分享到微信